„DELTA ®- TONE 9000“ ve „DELTA-PROTEKT ® KL 100“ özellikleri
DELTA ®- TONE 9000 ve DELTA-PROTEKT ® KL 100, yüksek oranda çinko- ve aluminyum lamellerle dolu, EN ISO 10683'e uygun olarak Cr6'sız ve büyük ölçüde inorganik, mikro tabaka oluşturucu ilk kat kaplamalardır.
Paralel istifli lameller üst üste dururlar (bakınız Resim 4.1).
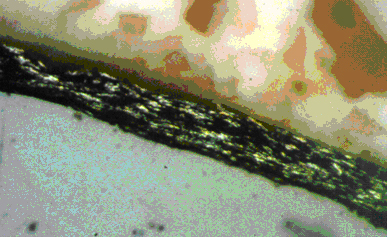
Resim 4.1 DELTA ®- TONE 9000 – Tabaka kalınlığı 10 µm - 1400-kat büyütülmüş
Resim: Dörken
Delta Tone Çinko tozlu kaplamalarda olduğu gibi, metalle birleşme, mekanik kenetlenmenin aksine, kimyasal reaksiyon olan Binder Sistemi ile gerçekleşir. Söz konusu kimyasal birleşme için fırınlama prosesi gerekmektedir.
DELTA ®- TONE 9000'ün DIN 50021'e göre tuzlu su püskürtme testindeki uzun dayanımı, aynı kalınlıktaki galvanik çinko kaplamaya oranla daha fazladır;
Pasa neden olan nemin, oksijenin, Delta Tone'daki paralel istifli çinko ve alüminyum plakaları tek tek alt etmesi gerekir. Böylece paslanma zamanı uzar. Buna set etkili (Barriereffekt) sistem denir. Ayrıca paralel istifli lamellerin birbirlerine kaynamasından dolayı pasa dayanım daha da artar. Bunların dışında kaplamanın hacmi galvanik çinkoya göre daha azdır.
Delta Protekt KL100 ürününde, Delta Tone 9000'e göre aynı kaplama kalınlığında daha fazla çinko ve alüminyum vardır. Bu nedenle tuz püskürtme testinde kırmızı pasa daha fazla dayanır.
DELTA ®- TONE 9000, 70'li yılların sonlarından beri Avrupa Birliğinin “Eski Otomobiller Hükümlerinin” taleplerini yerine getirmektedir. Kuru film tabakası, örneğin kadmiyum, kurşun veya Cr 6 gibi ağır metaller içermemektedir.
• „DELTA ®- TONE 9000“ ve „DELTA-PROTEKT ® KL 100“ ve metal parçaların ön işlemi
Çinko lamel kaplamanın optimum etkiyi sağlayabilmesi için, son derece temiz bir metal yüzeyi şarttır. Temiz bir yüzeyin sağlanabilmesi için aşağıdaki ön işlemler uygulanmaktadır:
• Yağın alınması
• Elektro kimyasal pas giderme yöntemi
• Uygun kumlama maddeleri ile kumlama. Örneğin paslanmaz çelik veya cam bilyeler gibi
• İnce kristalli fosfatlama
Yöntemler, yüzey yapısına göre seçilmekte ve kombine edilmektedir. Bu yöntemler, parça üzerinde zarar verici etki yaratmamalıdır. Asitleme veya fosfatlama işleminde nüfuz eden hidrojen, fırınlama prosesinde malzemeyi terk eder.
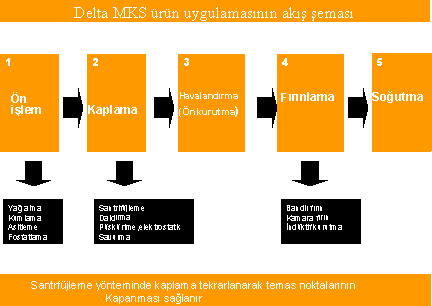
Resim 4.1.1.Delta- MKS ürün uygulamasının akış şeması
